





Die Auslegung einer Alkylglycosid-Produktionsanlage nach der Fisher-Synthese hängt maßgeblich von der Art der eingesetzten Kohlenhydrate und der Kettenlänge des verwendeten Alkohols ab. Die Produktion wasserlöslicher Alkylglycoside auf Basis von Octanol/Decanol und Dodecanol/Tetradecanol wurde erstmals vorgestellt. Alkylpolyglycoside, die bei gegebenem DP aufgrund des verwendeten Alkohols (Anzahl der C-Atome im Alkylglycosid ≥ 16) wasserunlöslich sind, werden gesondert behandelt.
Unter den Bedingungen der säurekatalysierten Synthese von Alkylpolyglucosiden entstehen Nebenprodukte wie Polyglucoseether und farbige Verunreinigungen. Polyglucose ist eine amorphe Substanz, die während des Syntheseprozesses durch Glykosylpolymerisation entsteht. Art und Konzentration der Nebenreaktion hängen von den Prozessparametern ab, wie Temperatur, Druck, Reaktionszeit, Katalysator usw. Eines der Probleme, das durch die Entwicklung der industriellen Produktion von Alkylpolyglycosiden in den letzten Jahren gelöst wurde, ist die Minimierung der Bildung von Nebenprodukten im Zusammenhang mit der Synthese.
Im Allgemeinen treten bei kurzkettigen Alkylglykosiden auf Alkoholbasis (C8/10-OH) und niedrigem DP (große Alkoholüberdosis) die geringsten Produktionsprobleme auf. In der Reaktionsphase nimmt mit zunehmendem Alkoholüberschuss die Produktion von Nebenprodukten ab. Dies reduziert die thermische Belastung und entfernt überschüssigen Alkohol während der Bildung von Pyrolyseprodukten.
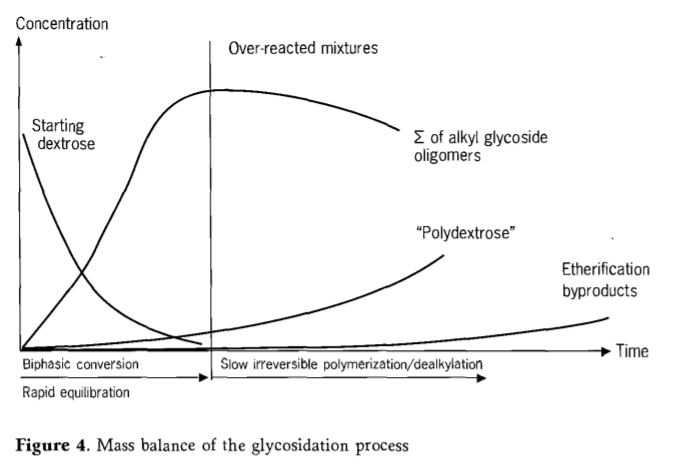
Die Fisher-Glykosidierung kann als ein Prozess beschrieben werden, bei dem Glucose im ersten Schritt relativ schnell reagiert und ein Oligomergleichgewicht erreicht wird. Diesem Schritt folgt ein langsamer Abbau der Alkylglykoside. Der Abbauprozess umfasst Schritte wie Dealkylierung und Polymerisation, die bei erhöhten Konzentrationen irreversibel eine thermodynamisch stabilere Polyglucose bilden. Das Reaktionsgemisch, das die optimale Reaktionszeit überschreitet, wird als Überreaktion bezeichnet. Wenn die Reaktion vorzeitig abgebrochen wird, enthält das resultierende Reaktionsgemisch große Mengen an Restglucose.
Der Verlust an Alkylglucosid-Wirkstoffen im Reaktionsgemisch steht in engem Zusammenhang mit der Bildung von Polyglucose. Bei übermäßiger Reaktion wird das Reaktionsgemisch durch Ausfällung von Polyglucose allmählich wieder mehrphasig. Daher werden Produktqualität und Produktausbeute durch den Zeitpunkt des Reaktionsabbruchs stark beeinträchtigt. Ausgehend von fester Glucose sind die Alkylglycoside in den Sekundärprodukten im Gehalt geringer, wodurch die anderen polaren Komponenten (Polyglucose) und die verbleibenden Kohlenhydrate aus dem reaktiven Gemisch herausgefiltert werden können, das nie vollständig reagiert hat.
Im optimierten Verfahren ist die Konzentration des Veretherungsprodukts relativ gering (abhängig von Reaktionstemperatur, Zeit, Katalysatortyp und -konzentration usw.).
Abbildung 4 zeigt den typischen Verlauf einer direkten Reaktion von Dextrose und Fettalkohol (C12/14-OH).
Bei der Fischer-Glykationsreaktion sind Temperatur und Druck die Reaktionsparameter, die eng miteinander verknüpft sind. Um Alkylpolyglycoside mit geringen Nebenprodukten herzustellen, müssen Druck und Temperatur aufeinander abgestimmt und streng kontrolliert werden.
Alkylpolyglycoside sind aufgrund niedriger Reaktionstemperaturen (<100℃) bei der Acetalisierung nebenproduktarm. Niedrige Temperaturen führen jedoch zu relativ langen Reaktionszeiten (abhängig von der Kettenlänge des Alkohols) und niedrigen spezifischen Reaktorleistungen. Relativ hohe Reaktionstemperaturen (>100℃, typischerweise 110-120℃) können zu Farbveränderungen der Kohlenhydrate führen. Durch Entfernen der leichter siedenden Reaktionsprodukte (Wasser bei der Direktsynthese, kurzkettige Alkohole bei der Umacetalisierung) aus dem Reaktionsgemisch wird das Acetalisierungsgleichgewicht auf die Produktseite verschoben. Entsteht pro Zeiteinheit relativ viel Wasser, beispielsweise durch hohe Reaktionstemperaturen, muss für eine effektive Entfernung dieses Wassers aus dem Reaktionsgemisch gesorgt werden. Dadurch werden Nebenreaktionen (insbesondere die Bildung von Polydextrose), die in Gegenwart von Wasser stattfinden, minimiert. Die Verdampfungseffizienz einer Reaktionsstufe hängt nicht nur vom Druck, sondern auch von der Verdampfungsfläche etc. ab. Typische Reaktionsdrücke bei den Varianten Transacetalisierung und Direktsynthese liegen zwischen 20 und 100 mbar.
Ein weiterer wichtiger Optimierungsfaktor ist die Entwicklung selektiver Katalysatoren im Glykosidierungsprozess, wodurch beispielsweise die Bildung von Polyglucose und die Veretherung gehemmt werden. Wie bereits erwähnt, wird die Acetal- bzw. Rückacetalbildung in der Fischer-Synthese durch Säuren katalysiert. Prinzipiell ist jede Säure ausreichender Stärke hierfür geeignet, wie beispielsweise Schwefelsäure, p-Toluol, Alkylbenzolsulfonsäure und Sulfonbernsteinsäure. Die Reaktionsgeschwindigkeit hängt vom Säuregrad und der Konzentration der Säure im Alkohol ab. Nebenreaktionen, die ebenfalls durch Säuren katalysiert werden können (z. B. die Bildung von Polyglucose), finden hauptsächlich in der polaren Phase (Spurenwasser) des Reaktionsgemisches statt, und Alkylketten, die durch den Einsatz hydrophober Säuren (z. B. Alkylbenzolsulfonsäure) reduziert werden können, lösen sich hauptsächlich in der weniger polaren Phase des Reaktionsgemisches.
Nach der Reaktion wird der Säurekatalysator mit einer geeigneten Base wie Natriumhydroxid oder Magnesiumoxid neutralisiert. Das neutralisierte Reaktionsgemisch ist eine hellgelbe Lösung mit 50 bis 80 Prozent Fettalkoholen. Der hohe Fettalkoholgehalt ist auf das Molverhältnis von Kohlenhydraten zu Fettalkoholen zurückzuführen. Dieses Verhältnis wird angepasst, um einen spezifischen DP für industrielle Alkylpolyglycoside zu erreichen, und liegt üblicherweise zwischen 1:2 und 1:6.
Der überschüssige Fettalkohol wird durch Vakuumdestillation entfernt. Wichtige Randbedingungen sind:
– Der Restfettalkoholgehalt im Produkt muss<1 %, da andere
Die Löslichkeit und der Geruch werden negativ beeinflusst.
- Um die Bildung unerwünschter Pyrolyseprodukte oder verfärbender Komponenten zu minimieren, müssen die thermische Belastung und die Verweilzeit des Zielprodukts in Abhängigkeit von der Kettenlänge des Alkohols möglichst gering gehalten werden.
- Es dürfen keine Monoglycoside in das Destillat gelangen, da das Destillat als reiner Fettalkohol in die Reaktion zurückgeführt wird.
Im Falle von Dodecanol/Tetradecanol dienen diese Voraussetzungen der Entfernung überschüssiger Fettalkohole, die durch eine mehrstufige Destillation weitgehend erreicht wird. Zu beachten ist, dass mit abnehmendem Fettalkoholgehalt die Viskosität deutlich ansteigt. Dies beeinträchtigt offensichtlich den Wärme- und Stofftransport in der abschließenden Destillationsphase.
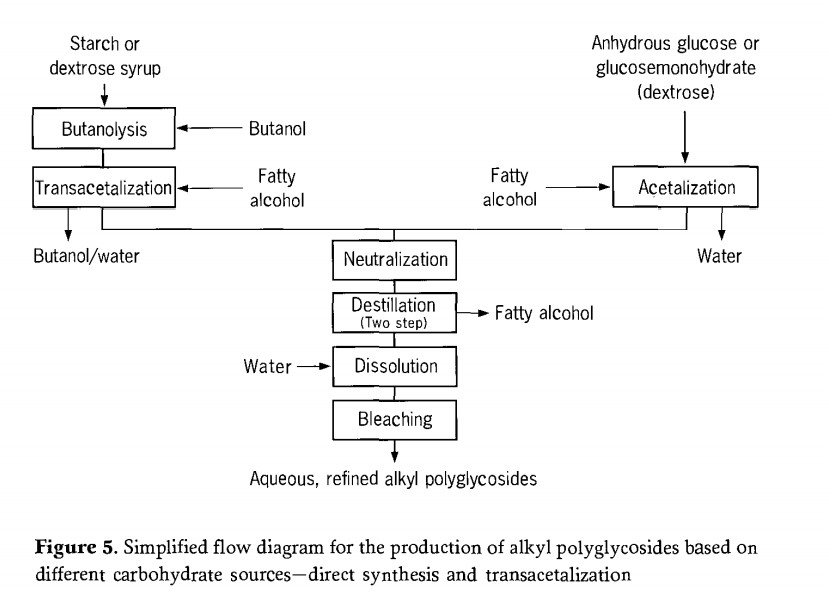
Daher werden Dünnschicht- oder Kurzstreckenverdampfer bevorzugt. In diesen Verdampfern sorgt der mechanisch bewegte Film für eine höhere Verdampfungseffizienz, kürzere Produktverweilzeiten und ein gutes Vakuum. Das Endprodukt nach der Destillation ist ein nahezu reines Alkylpolyglycosid, das als Feststoff mit einem Schmelzpunkt von 70 °C bis 150 °C anfällt. Die wichtigsten Prozessschritte der Alkylsynthese sind in Abbildung 5 zusammengefasst.
Bei der Herstellung von Alkylpolyglycosiden fallen je nach Herstellungsverfahren ein oder zwei Alkoholkreisläufe an. Dabei können überschüssige Fettalkohole, kurzkettige Alkohole hingegen nahezu vollständig zurückgewonnen werden. Diese Alkohole können in Folgereaktionen wiederverwendet werden. Der Reinigungsbedarf bzw. die Häufigkeit der durchzuführenden Reinigungsschritte richtet sich nach den im Alkohol angereicherten Verunreinigungen. Diese hängen maßgeblich von der Qualität der vorangegangenen Prozessschritte (z. B. Reaktion, Alkoholabtrennung) ab.
Nach der Entfernung des Fettalkohols wird der Alkylpolyglycosid-Wirkstoff direkt in Wasser gelöst, so dass eine hochviskose 50- bis 70-prozentige Alkylpolyglycosidpaste entsteht. In anschließenden Raffinationsschritten wird diese Paste zu einem Produkt mit zufriedenstellender Qualität entsprechend den anwendungstechnischen Anforderungen verarbeitet. Diese Raffinationsschritte können das Bleichen des Produkts, die Einstellung von Produkteigenschaften wie pH-Wert und Wirkstoffgehalt sowie die mikrobielle Stabilisierung umfassen. In der Patentliteratur finden sich zahlreiche Beispiele für reduktives und oxidatives Bleichen sowie für zweistufige Verfahren aus oxidativem Bleichen und reduktiver Stabilisierung. Der Aufwand und damit die Kosten dieser Prozessschritte zur Erzielung bestimmter Qualitätsmerkmale wie beispielsweise der Farbe hängen von den anwendungstechnischen Anforderungen, den Ausgangsmaterialien, dem erforderlichen DP und der Qualität der Prozessschritte ab.
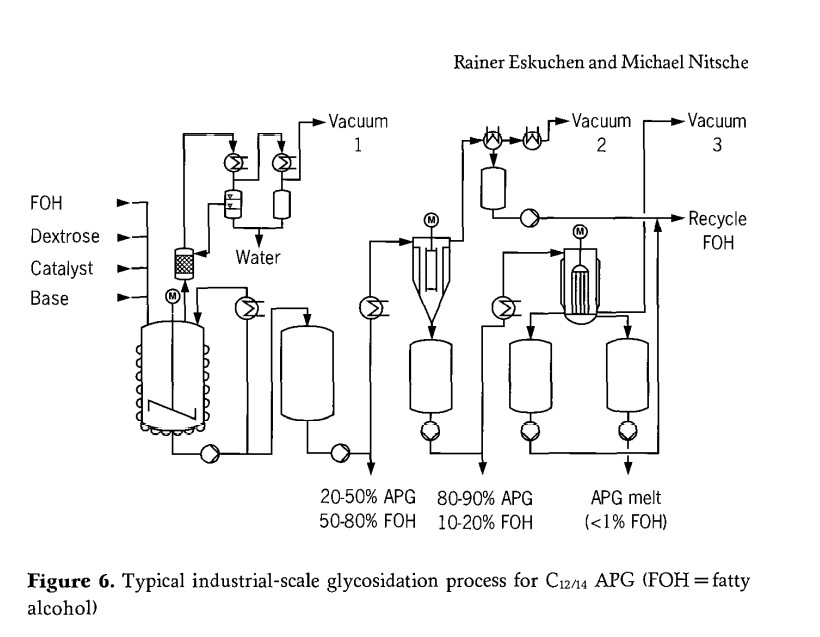
Abbildung 6 veranschaulicht einen industriellen Produktionsprozess für langkettige Alkylpolyglycoside ( C12/14 APG) mittels Direktsynthese)
Veröffentlichungszeit: 13. Oktober 2020